L’usinage plastique de précision répond à des exigences dimensionnelles et fonctionnelles qui dépassent les capacités de la transformation plastique conventionnelle. Lorsqu’une pièce technique doit s’assembler avec des tolérances serrées, fonctionner dans un environnement critique ou remplacer un composant métallique sans compromis sur les performances, la précision de l’usinage devient un facteur déterminant de la qualité finale. Dans les secteurs industriels des Hauts-de-France, qu’il s’agisse de la mécanique de précision, de l’agroalimentaire, de la chimie ou de la maintenance d’équipements, les pièces plastiques de précision sont de plus en plus présentes. À Arras, JM Cauwet met en œuvre les compétences techniques et les équipements adaptés pour répondre à ces exigences.
Définir la précision en usinage plastique : tolérances et état de surface
La notion de précision en usinage plastique recouvre deux dimensions complémentaires : la précision dimensionnelle et l’état de surface. Ces deux paramètres sont interdépendants et conditionnent ensemble la conformité fonctionnelle de la pièce usinée.
La précision dimensionnelle désigne la capacité à produire une pièce dont les cotes s’inscrivent dans les intervalles de tolérance définis par le cahier des charges. En usinage plastique, les tolérances atteignables dépendent de la matière utilisée, de la machine-outil employée et des conditions de production. Sur des centres d’usinage à commande numérique modernes, des tolérances de l’ordre de ±0,05 mm à ±0,1 mm sont couramment atteignables sur des matières stables comme le POM ou le PEEK. Pour les matières hygroscopiques comme le Nylon, ou pour les matières à fort coefficient de dilatation thermique, des précautions supplémentaires doivent être prises pour garantir la stabilité dimensionnelle après usinage.
L’état de surface désigne la rugosité de la surface usinée, caractérisée par le paramètre Ra (rugosité arithmétique moyenne). En usinage plastique, les états de surface courants se situent entre Ra 0,8 et Ra 3,2 µm selon la matière et les paramètres d’usinage. Des états de surface inférieurs à Ra 0,8 µm sont accessibles par des passes de finition adaptées, notamment pour les applications optiques (PMMA) ou les pièces en contact avec des milieux sensibles.
La stabilité dimensionnelle dans le temps est un troisième facteur de précision souvent négligé. Certaines matières plastiques, notamment le Nylon et le PTFE, sont sujettes au fluage ou à la variation dimensionnelle par absorption d’humidité. Pour les pièces de précision réalisées dans ces matières, il est nécessaire de prévoir des marges dimensionnelles ou d’utiliser des grades stabilisés.
Chez JM Cauwet, les pièces plastiques de précision font l’objet d’un contrôle dimensionnel systématique, assurant la conformité de chaque pièce avant expédition vers les clients industriels d’Arras et des Hauts-de-France.
Les facteurs techniques qui influencent la précision en usinage plastique
Atteindre des niveaux élevés de précision en usinage plastique ne dépend pas uniquement de la machine-outil utilisée. Plusieurs facteurs techniques interviennent simultanément et doivent être maîtrisés de manière cohérente pour garantir des résultats reproductibles.
Le premier facteur est le choix des paramètres de coupe. La vitesse de coupe, la vitesse d’avance, la profondeur de passe et la géométrie de l’outil influencent directement la qualité de surface et la précision dimensionnelle. En usinage plastique, des vitesses de coupe élevées sont généralement bénéfiques pour la qualité de surface, mais peuvent générer de la chaleur qui ramollit localement la matière et provoque des déformations ou des bavures. Un équilibre doit être trouvé pour chaque combinaison matière-outil-géométrie.
Le deuxième facteur est le bridage de la pièce. Les matières plastiques sont relativement souples par rapport aux métaux et peuvent se déformer sous l’effet des efforts de serrage ou de coupe. Un bridage inadapté génère des contraintes résiduelles qui se libèrent après usinage, provoquant un gauchissement ou une variation dimensionnelle. Des bridages spécifiques (mors doux, mandrins adaptés, supports de plaquage sous vide) sont parfois nécessaires pour les pièces à parois minces ou les matières à faible module d’élasticité.
Le troisième facteur est la maîtrise thermique. La chaleur générée par l’usinage peut affecter la précision dimensionnelle si elle n’est pas correctement évacuée. Contrairement à l’usinage des métaux, l’utilisation de liquide de coupe en usinage plastique est souvent déconseillée pour des raisons de contamination ou de gonflement de la matière. L’air comprimé ou l’usinage à sec avec des outils bien affûtés sont les solutions privilégiées.
Le quatrième facteur est la qualité du demi-produit d’entrée. Une barre ou une plaque présentant des contraintes internes résiduelles, issues de son procédé de fabrication (extrusion, coulée), peut générer des déformations après usinage. Les grades extrudés stabilisés ou coulés présentent généralement une meilleure stabilité pour les applications de précision.
Secteurs industriels et applications de l’usinage plastique de précision
L’usinage plastique de précision trouve ses applications dans un large spectre de secteurs industriels, chacun imposant des contraintes spécifiques qui justifient le recours à des matières plastiques techniques et à des niveaux élevés de précision dimensionnelle.
Dans le secteur de la mécanique générale et de la machine-outil, les pièces plastiques de précision sont utilisées comme paliers, bagues de guidage, rondelles de réglage, gabarits de contrôle ou pièces de transmission. Leur avantage sur les pièces métalliques équivalentes réside dans leur légèreté, leur propriété autolubrifiante (pour le POM ou le Nylon), leur résistance à la corrosion et leur capacité à amortir les vibrations.
Dans l’industrie agroalimentaire, présente en force dans les Hauts-de-France, les pièces plastiques de précision jouent un rôle central dans les lignes de production : étoiles de dosage, pignons de convoyage, patins de guidage, bagues de centrage, racleurs de cuve. Ces pièces doivent être conformes aux exigences de contact alimentaire, ce qui impose un choix rigoureux des matières et une traçabilité des approvisionnements.
Dans le secteur pharmaceutique et médical, l’usinage plastique de précision permet de produire des composants de manipulation, des pièces de conditionnement ou des éléments de dispositifs médicaux. Les matières utilisées, comme le PEEK médical ou le PTFE médical, doivent répondre à des exigences de biocompatibilité et de traçabilité strictes.
Dans la chimie et le traitement des eaux, les pièces plastiques de précision sont utilisées pour leurs propriétés de résistance chimique et leur inertie dans des environnements agressifs. Le PVDF, le PTFE ou le PVC sont les matières de référence dans ces applications.
Chez JM Cauwet, à Arras, l’expertise dans ces différents secteurs industriels des Hauts-de-France permet de proposer des solutions d’usinage plastique de précision adaptées aux cahiers des charges les plus spécifiques.
Contrôle qualité et répétabilité en production de pièces plastiques de précision
La précision d’une pièce usinée ne se limite pas à sa conformité lors de la première réalisation. Pour les projets industriels impliquant des séries de pièces identiques, la répétabilité est une exigence tout aussi importante que la précision unitaire. Un atelier d’usinage plastique de précision doit être capable de produire, de manière constante, des pièces conformes aux mêmes tolérances d’une série à l’autre.
La répétabilité repose sur plusieurs fondements techniques. Le premier est la programmation CNC : un programme d’usinage correctement établi, testé et validé garantit que chaque pièce est produite selon les mêmes paramètres, sans intervention manuelle susceptible d’introduire des variations. La gestion des outils et leur suivi d’usure sont également déterminants : un outil usé produit une pièce hors tolérance. Un système de gestion des outils rigoureux, avec des remplacements planifiés avant la perte de performance, est indispensable.
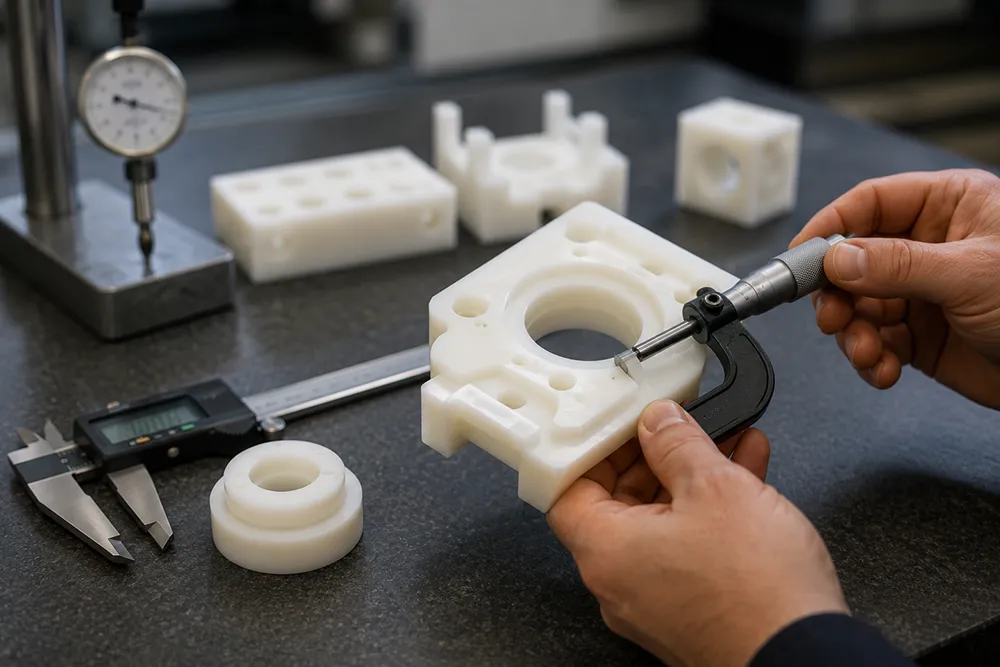
Le contrôle qualité en cours de production constitue le deuxième fondement. La mise en place de points de contrôle dimensionnel à intervalles réguliers permet de détecter toute dérive et de corriger les paramètres d’usinage avant que des pièces non conformes ne soient produites en quantité. Les instruments de mesure utilisés (pieds à coulisse, micromètres, jauges de contrôle, machines à mesurer tridimensionnelles) doivent être étalonnés et tracés.

Le troisième fondement est la traçabilité des approvisionnements en matière. L’utilisation d’une matière d’un grade différent, même d’un fournisseur différent, peut modifier les propriétés d’usinage et générer des variations dimensionnelles. Une gestion rigoureuse des lots de matière et leur enregistrement sont des pratiques indispensables pour les clients soumis à des exigences normatives.
Pour les industriels des Hauts-de-France qui ont besoin de pièces plastiques de précision en série, JM Cauwet à Arras propose un suivi de production structuré, garantissant la répétabilité et la traçabilité de chaque commande, de la réception matière jusqu’à la livraison.
FAQ
En usinage plastique sur commande numérique, des tolérances de ±0,05 mm à ±0,1 mm sont couramment atteignables sur des matières stables comme le POM, le PEEK ou l’Acetal. Pour les matières hygroscopiques (Nylon) ou à fort coefficient de dilatation (PTFE), les tolérances atteignables sont légèrement moins serrées et doivent tenir compte des variations dimensionnelles en conditions d’utilisation.
Oui. L’usinage plastique est particulièrement adapté aux pièces de petite taille nécessitant des tolérances serrées, comme les bagues de guidage, les inserts ou les pièces de visserie technique. La limite inférieure de taille est davantage liée à la capacité de bridage et à la rigidité de la pièce pendant l’usinage qu’aux capacités intrinsèques de la machine-outil.
La répétabilité est garantie par la combinaison d’une programmation CNC rigoureuse, d’une gestion planifiée des outils coupants, de contrôles dimensionnels réguliers en cours de production et d’une traçabilité des lots de matière. Ces pratiques permettent de détecter et de corriger toute dérive avant qu’elle n’affecte la conformité de la série.
Les principaux secteurs faisant appel à l’usinage plastique de précision dans les Hauts-de-France sont la mécanique générale, l’industrie agroalimentaire, la chimie et le traitement des eaux, le secteur pharmaceutique et la maintenance industrielle. Ces secteurs partagent des exigences communes de précision dimensionnelle, de résistance chimique ou thermique et de conformité réglementaire que seules les matières plastiques techniques usinées peuvent satisfaire.



